Stuprocentowo
Piotr Kowalski, kierownik Oczyszczalni Ścieków, Iławskie Wodociągi Sp. z o.o.
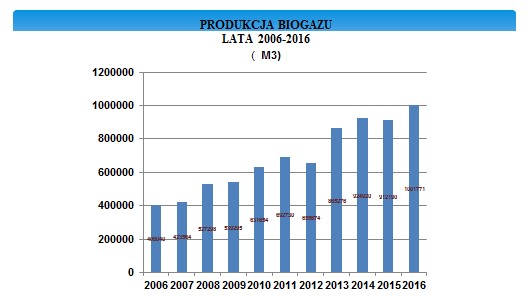
Uzyskanie 100% samowystarczalności energetycznej oczyszczalni ścieków jest możliwe. Jak dokonały tego Iławskie Wodociągi? M.in. zmodernizowano komory fermentacyjne, zainstalowano trzy jednostki kogeneracyjne, zaaplikowano dodatkowe substancje-kofermenty. W efekcie w październiku 2016 r. spółka odnotowała najwyższą produkcję biogazu w historii oczyszczalni.
Od wielu lat trwają dyskusje dotyczące tego, czy oczyszczalnie ścieków mogą być energetycznie samowystarczalne oraz jakie warunki należy spełnić, aby uzyskać stuprocentowy poziom samowystarczalności. Oczyszczalnia w Iławie udowadnia, że jest to możliwe.
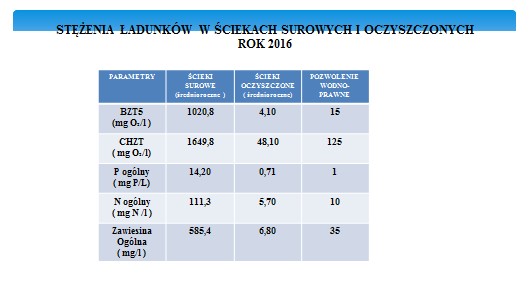
Projekt oczyszczalni ścieków dla miasta Iławy powstał pod koniec lat siedemdziesiątych XX w. Zgodnie z opracowanymi w 1977 r. założeniami techniczno-ekonomicznymi do projektu, obiekt został zlokalizowany w odległości ok. 2,5 km od granic miasta, na gruntach wsi Dziarny. Odbiornikiem ścieków oczyszczonych została rzeka Iławka. Powierzchnia działki przeznaczonej do zabudowy wynosiła 19 ha. Budowa oczyszczalni trwała z przerwami dziesięć lat (1980-1990). Pierwsze ścieki wpłynęły na ciąg technologiczny w kwietniu 1991 r. Oczyszczalnię zaprojektowano dla przepływu ścieków: średniodobowego – 26940 m3/d oraz maksymalnego – 31115 m3/d, a także dla wielkości RLM równej 154 117. Nigdy tyle ścieków nie dopływało do oczyszczalni, ponieważ ich maksymalna ilość wyniosła ok. 9000 m3/d. Obecnie przyjmowanych jest średnio ok. 4800 m3/d, a liczba mieszkańców Iławy to ok. 33 tys. Wielkość RLM waha się w granicach 80-120 tys. Oczyszczalnia przyjmuje ścieki bytowe oraz przemysłowe. Jednym z dostawców ścieków przemysłowych są zakłady uboju i przetwórstwa mięsa drobiowego, które dostarczają ok 1000 m3/d. Ładunki w ściekach pobieranych na wylocie za zakładem są stosunkowo wysokie – BZT5 ok 1950 mgO2/l, CHZT ok 2500 mgO2/l. Drugi dostawca ścieków przemysłowych to zakłady przetwórstwa ziemniaków. Zakład pracuje sezonowo przez około trzy miesiące w roku (IX-XI). Dostarcza ok 800 m3/d. Ładunki BZT5 ok 2500 mgO2/l, CHZT ok 4000 mgO2/l. Duża buforowość ciągu technologicznego oraz długie czasy przetrzymania ścieków pozwalają uzyskiwać parametry ścieków oczyszczonych zgodnie z pozwoleniem wodnoprawnym (tab. 1).
Pierwsza, druga i trzecia jednostka kogeneracyjna
Na podstawie przyjętych założeń, dotyczących ilości i jakości ścieków surowych, wybudowano oczyszczalnię typu mechaniczno-biologicznego z trzecim stopniem oczyszczania w postaci napowietrzanego stawu biologicznego o pow. 6,2 ha. Powstały trzy pełne ciągi technologiczne, a także dwie zamknięte komory fermentacyjne, służące do biologicznej, beztlenowej stabilizacji osadów. W praktyce zawsze pracował tylko jeden ciąg technologiczny, który podczas przeprowadzonego w 2002 r. I etapu modernizacji został przebudowany w części biologicznej (wyodrębniono komory nitryfikacji, denitryfikacji, predenitryfikacji i defosfatacji). Jednocześnie wyłączono z eksploatacji staw doczyszczający. Proces mezofilowej fermentacji mieszaniny osadów (surowego, nadmiernego oraz kofermentów) zachodzi w dwóch zamkniętych komorach fermentacyjnych o poj. czynnej 1885 m3 każda, pracujących równolegle. Duże ładunki w ściekach surowych oraz przygotowany ciąg technologiczny procesu fermentacji pozwoliły rozpocząć produkcję biogazu. Początkowo, ze względu na złą pracę komór fermentacyjnych (mało wydajne mieszanie osadu, niska sprawność wymienników ciepła, a co za tym idzie – niska temperatura w ZKF-ach) produkcja biogazu była stosunkowo niewielka. Wyprodukowany biogaz spalano w piecu wyposażonym w palnik biogazowy, a pojawiającą się nadwyżkę w pochodni. Dopiero w 2005 r. podjęto decyzję o zakupie pierwszej jednostki kogeneracyjnej o mocy 145/190 kw. Do końca 2016 r. przepracowała 70225 r-godz. i w tym czasie wyprodukowała 8,057 GW energii elektrycznej. W 2008 roku przeprowadzono modernizację komór fermentacyjnych oraz węzła zagęszczania osadów przed ZKF-ami. Pozwoliło to osiągnąć zadowalające rezultaty w produkcji biogazu. Modernizacja ZKF-ów obejmowała m.in.: ocieplenie ścian i wymianę poszycia kopuły komory fermentacyjnej, zamianę wymienników rurowych na spiralne, montaż mieszadeł dwuwirnikowych o wale pionowym oraz pomp cyrkulacji osadu fermentacyjnego. W skład stacji zagęszczania osadów przed fermentacją weszły zagęszczarki dla osadu surowego i nadmiernego oraz stacje przygotowania polielektrolitu. Zrealizowane prace modernizacyjne pozwoliły przede wszystkim na utrzymanie stałej temperatury wewnątrz komór fermentacyjnych (37-39°C), prawidłowe wymieszanie oraz zagęszczenie osadów (ok. 6-7% s.m.). Koszt modernizacji wyniósł 2 952 391 zł netto. Inwestycja była współfinansowana w ramach programu ZPORR, a dofinansowanie stanowiło 49,7%.
Wzrost produkcji biogazu wymusił na spółce zakup kolejnej jednostki kogeneracyjnej o mocy 253/318 kW, która została zamontowana w 2009 r. Do końca 2016 r. przepracowała 49487 r-godz. i wyprodukowała 6,993 GW energii elektrycznej.
W maju 2016 r. uruchomiliśmy trzecią jednostkę kogeneracyjną o mocy 253/318 kW, która przepracowała już 4837 r-godz. i wyprodukowała 7,586 GW energii elektrycznej.
Intensyfikacja produkcji biogazu
W 2012 roku, chcąc zwiększyć produkcję biogazu, rozpoczęto aplikowanie do komór fermentacyjnych dodatkowych substancji-kofermentów. Początkowo jedynym substratem była pozyskiwana z podczyszczalni ścieków w ubojni drobiu emulsja tłuszczowa (LKT -1980 mg/l CH3COOH, Zasadowość -1250 mg/lCaCO3). Wprowadzano ją bezpośrednio do każdej z komór fermentacyjnych bez zagęszczania (sucha masa emulsji ok. 8–9%). Dozowano po ok. 5-10 m3 kofermentu na dobę. Zaobserwowano przy tym skokowy wzrost produkcji biogazu o ok. 25% (tab. 2. – 2013 r.). W październiku 2015 r. zakład dostarczający emulsję tłuszczową wstrzymał produkcję. W związku z tym zamiast niej rozpoczęliśmy dawkować wywary gorzelniane. Potencjał energetyczny wywarów jest jednak dużo mniejszy, dlatego do każdej z komór aplikowało się średnio po 15-20 m3 wywaru na dobę, aby utrzymać produkcję biogazu na dawnym poziomie. W kwietniu 2016 r. zakład uboju drobiu wznowił produkcję i ponownie wróciliśmy do podawania emulsji tłuszczowej zamiast wywarów gorzelnianych. W sierpniu 2016 roku podpisaliśmy umowę z kolejną firmą zajmującą się przetwórstwem drobiarskim, która dostarcza nam na własny koszt miesięcznie ok. 200 t emulsji tłuszczowej (LKT – 9880 mg/l CH3COOH, zasadowość – 3480 mg/l CaCO3). Obecnie dobowy wsad do każdej z komór zawiera: osad wstępny po zagęszczeniu do poziomu ok. 6% s.m. – 20-25 m3, osad nadmierny zagęszczony do ok. 6% s.m. – 20 m3, koferment – emulsja tłuszczowa bez mechanicznego zagęszczania (ok. 7% s.m. – 10 m3). Średni czas retencji osadów w komorze fermentacyjnej wynosi ok. 34 dni.
TAB. 2 Produkcja biogazu w latach 2006-2016
TAB. 3 Produkcja biogazu w roku 2016
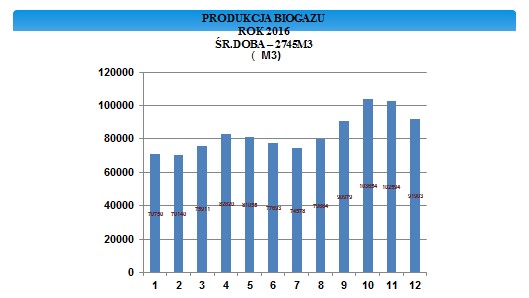
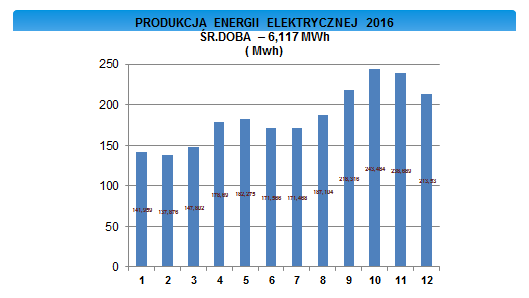
W miesiącu październiku mieliśmy najwyższą produkcję biogazu w historii oczyszczalni (103654 m3). Przełożyło się to także na produkcję energii elektrycznej, której także zaliczyliśmy maksymalny poziom (243 MWh).
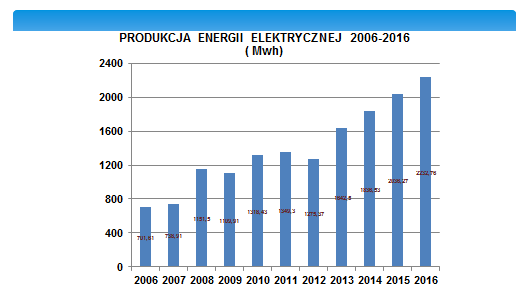
TAB. 4 Produkcja energii elektrycznej w roku 2016
TAB. 5 Produkcja energii elektrycznej w latach 2006-2016
100% samowystarczalności
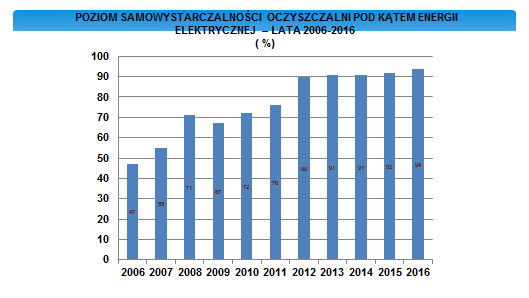
Wraz ze wzrostem produkcji biogazu oraz związanej z nim produkcji energii elektrycznej i cieplnej odnotowano także wzrost samowystarczalności oczyszczalni w stosunku do potrzeb energetycznych. Od 2006 r. oczyszczalnia stała się w 100% samowystarczalna pod względem zapotrzebowania na energię cieplną. Ciepło wykorzystujemy do ogrzewania budynków technologicznych, komór fermentacyjnych i pomieszczeń socjalnych. Nadwyżkę kierujemy do słonecznej suszarni osadów pościekowych w celu ogrzewania jej posadzki.
TAB. 6 Poziom samowystarczalności oczyszczalni pod kątem energii elektrycznej – lata 2006-2016
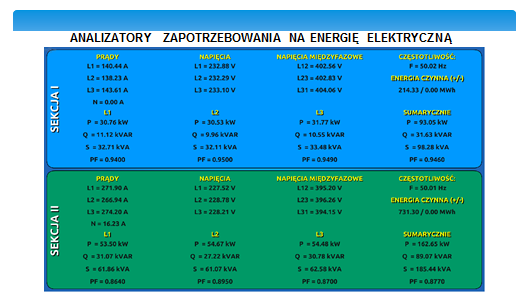
Chcąc maksymalnie wykorzystać wyprodukowaną energię elektryczną na potrzeby własne, zamontowano analizatory zapotrzebowania w rozdzielni głównej po stronie poboru energii. Informują one, ile energii elektrycznej w danym momencie potrzebuje oczyszczalnia do poprawnego funkcjonowania. Na podstawie tych danych steruje się pracą jednostek kogeneracyjnych w celu uzyskania 100-procentowego pokrycia zapotrzebowania z własnego źródła.
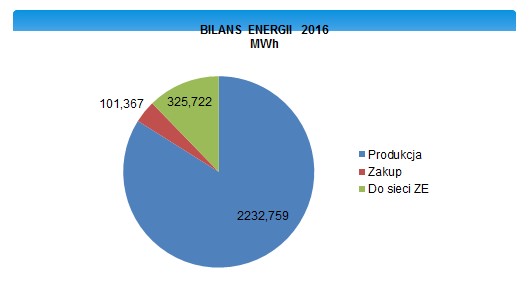
Nadwyżka wyprodukowanej energii elektrycznej oddawana jest odpłatnie do sieci OSE (operatora systemu energetycznego). Są jednak okresy, kiedy oczyszczalnia musi korzystać z energii dostarczanej przez OSE (serwis jednostek lub ich awarie). Koszt zakupu 1 kWh energii elektrycznej wynosi w naszym przypadku ok. 0,30 zł netto. Natomiast w ramach sprzedaży nadwyżki wyprodukowanej przez agregaty otrzymujemy 0,17 zł netto za kWh. Analizując wykres bilansu energii za 2016 r. można dostrzec, że jej ilość oddana do sieci OSE jest trzy razy większa niż ilość energii z niej pobrana.
Bonus w postaci certyfikatów
Dodatkowe profity z kogeneracji to certyfikaty. Dla nas są to certyfikaty zielone i żółte. Proces ich sprzedaży na pierwszy rzut oka może wydawać się dosyć skomplikowany, ale po przejściu całej procedury staje się w miarę przejrzysty. W pierwszym dniu miesiąca o godz. 00.00 system automatycznego odczytu wskazań liczników energii elektrycznej dokonuje pomiaru, którego wynik, w postaci pliku, następnego dnia jest przesyłany przez OSE na serwer Iławskich Wodociągów. Na podstawie danych, w oparciu o ustawę Prawo energetyczne, Iławskie Wodociągi wypełniają wniosek o wydanie świadectwa pochodzenia (zielone certyfikaty) i wniosek o wydanie świadectwa pochodzenia z kogeneracji (żółte certyfikaty), a następnie wysyła oba dokumenty za pośrednictwem OSE do Urzędu Regulacji Energetyki. OSE dokonuje czynności sprawdzających, poświadcza prawidłowość zawartych danych i kieruje je do URE.
Prezes Urzędu Regulacji Energetyki wydaje wytwórcy energii elektrycznej wytworzonej z odnawialnych źródeł energii w pełnosprawnej kogeneracji świadectwa pochodzenia (tzw. zielone i żółte certyfikaty) oraz rejestruje je w Rejestrze Świadectw Pochodzenia, prowadzonym przez Towarową Giełdę Energii. Wersje papierowe świadectw pochodzenia wysyłane są przez URE do wytwórcy. Po zarejestrowaniu przyznanych Iławskim Wodociągom świadectw na TGE (Towarowa Giełda Energii), upoważniony pracownik dokonuje czynności związanych ze sprzedażą określonego wolumenu w notowaniach poza sesyjnych (zielone certyfikaty) i w normalnym trybie na TGE (żółte certyfikaty). W dniu sprzedaży wolumenu świadectw, Iławskie Wodociągi wystawiają faktury dla podmiotów, które kupiły świadectwa.
W 2015 roku wpływy ze sprzedaży praw majątkowych żółtych certyfikatów wyniosły 164 532,27 zł netto, natomiast w przypadku zielonych certyfikatów – 235 200,90 zł netto.
Wady i zalety procesu kofermentacji
Zaletą stosowania kofermentów w procesie fermentacji osadów jest niewątpliwie wzrost produkcji biogazu, a co za tym idzie produkcji energii elektrycznej i cieplnej. Po zastosowaniu substratów odnotowano przyrost na poziomie ok 30%.
Wady to przede wszystkim większa ilość osadów pofermentacyjnych, które trzeba kierować do stacji odwadniania osadów. Wydłuża się czas pracy wirówek oraz wzrost zużycia polimeru. Zużycie polimeru przez stację odwadniania osadów w poszczególnych latach było następujące: 6625 kg w 2013 r., 6700 kg w 2014 r. i 8200 kg w 2015 r.
Po zastosowaniu kofermentów, pomimo stosunkowo długiego czasu przetrzymania osadów w komorze fermentacyjnej (ok 34 dni), wzrósł poziom zawartości substancji organicznej w osadach przefermentowanych z ok. 64% do 69-70%. W związku z tym obniżył się stopień odwodnienia osadów po wyjściu z wirówki z 21% do 18% przy tym samym zużyciu polimeru. Sucha masa osadów po fermentacji w poszczególnych latach wynosiła:
2013 r. – 586,56 t s.m., 2014 r. – 642,93 t s.m., 2015 r. – 663,82 t s.m., 2016 -798 t s.m.
Z uwagi na zwiększoną produkcję osadów podjęto decyzję o budowie drugiej, bliźniaczej hali słonecznej suszarni osadów pościekowych, wyposażonej w dodatkowe elementy, tzn. w przejazdową wagę do ważenia osadów wywożonych z hali suszarni oraz punkt automatycznego załadunku osadów.
***
Podsumowując, uzyskanie 100% samowystarczalności energetycznej oczyszczalni ścieków jest możliwe, jednak wymaga wprowadzenia do procesu fermentacji osadów dodatkowych substratów o stosunkowo dużym potencjale energetycznym. Należy jednak pamiętać, że rozpoczęcie tego procesu wiąże się z wieloma dodatkowymi kosztami związanymi z dostosowaniem obiektu do jego prowadzenia oraz możliwymi utrudnieniami wynikającymi z gospodarki osadowej. Decydując się na pozyskiwanie dodatkowych substratów do procesu fermentacji, trzeba przede wszystkim sprawdzić dostępność kofermentów w najbliższym otoczeniu oczyszczalni, ich parametry i cenę, za którą można je zakupić. Ważnym czynnikiem kosztowym jest także transport substratów do oczyszczalni. Dopiero tak przeprowadzona symulacja ekonomiczna pozwoli ocenić opłacalność inwestycji. Warto pamiętać, że podstawowym zadaniem każdej oczyszczalni ścieków jest oczyszczanie ścieków dostarczanych przez system kanalizacyjny. Dopiero po spełnieniu zawartych w pozwoleniu wodnoprawnym wymogów dotyczących jakości ścieków oczyszczonych, można myśleć o podejmowaniu kolejnych wyzwań.
